SigmaBlack™: Advanced Chemical Cleaning Technology for Black Lacquer Removal
Protecting Your Investment with Complete Coating Removal.
The Challenge: Black Lacquer Contamination Threatens Plant Operations
Steel piping internal surfaces are sometimes preserved by the manufacturer with a black lacquer coating commonly called "China Black," "Brunswick Black," or "Japanese Black." The coating is typically a distillate of crude oil, primarily bitumen based. The exact material and composition of the coating varies. The coating is difficult to chemically characterize. The coating is applied to preserve piping and fitting internals from contamination during storage and shipping.
Why Black Lacquer Must Be Removed
This coating must be removed prior to placing the piping and fittings in service and should preferably be removed prior to installation. Black Lacquer coatings will be a disastrous contaminant to the process, consequently, complete removal must be ensured prior to placing systems in service. Given the large surface area of a piping system, even a small amount of coating thickness is equivalent to large quantities of contamination. Furthermore, the coating is tightly adhered to the surface, and the bond is not easily removed by mechanical or chemical means.
The Limitations of Traditional Removal Methods
Mechanical removal methods such as water jetting, sandblasting, or grinding are often difficult to facilitate and may even leave behind trace amounts of the black lacquer after cleaning. Blasting methods, using beads, risk leaving the bead itself as a foreign contaminant. The surface of the piping may also be mechanically compromised or performance of systems affected by the resulting increased surface roughness after these mechanical methods are implemented.
Chemical cleaning processes are the best possible means to remove the coatings. Additionally, coatings should always be removed prior to the usual acid cleaning or alkaline degreasing of new piping. The challenge with chemical cleaning, however, is due to the unknown chemical composition and variable thickness of the Black Lacquer.
The FQE Power Solution
FQE Power overcame these challenges with our new technology addition to the SigmaClean™ product line, specially formulated for Black Lacquer removal. FQE Power expertise in the selection of the chemical cleaning agents and application process results in a complete removal of the coatings without compromising the integrity or quality of the system.
Economic Impact: The True Cost of Incomplete Removal
Consequences of Leaving Black Lacquer in Systems
If Black Lacquer is left in systems, the consequences will be detrimental to the process, equipment, and production of the facility. In systems where the piping is heated, the lacquer will be removed by heat, but the underlying exposed piping may contain mill scale and oxidation products that will now be transported into equipment. Steam turbine blades, for example, may suffer from deterioration due to the transported scale and oxidation products. The end result will be a significant economic burden to the project.
Engineering a Complete Solution
Chemical removal of Black Lacquer requires laboratory testing with various chemical agents to determine the concentration and sequencing of chemical agents, whether acid or alkaline. For systems where piping is already installed, temporary chemical cleaning must be engineered to ensure chemical contact in all areas with the coating. Engineering will also address other issues with removing the contaminant, where FQE Power has leading industry experience. For example, issues arise with maintaining chemical circulation, particulate removal, temperature control, draining, passivation, rinsing, effluent control, safety, and environmental impact.
Integrated Approach for Schedule Compression
In keeping with the spirit of Sigma, FQE Power Black Lacquer removal technology will also address the typical chemical treatment requirements for the system, preparing the systems for full commissioning and start up while also looking for ways to compress the project schedule and minimize overall cost.
Proven Performance: Gulf Region Power Generation Project

Image 1. PP14 Power Block HRSGs
Project Scope and Scale
FQE Power successfully executed Black Lacquer removal on a recent project for four power blocks at a Gulf Region Power Generation company combined cycle power plants. The Black Lacquer was present in constructed boiler feed water, condensate, and auxiliary steam systems.
Integrated Sigma Program Execution
The Sigma program integrated the chemical cleaning of multiple systems with the coating removal chemistry, and even steam blows as well. The result was successful cleaning of all piping sizes from 2" up to 24" within these systems, with over 1,500 meters straight run piping cleaned per unit. Each plant contained two blocks, with each block comprising of three HRSG units.
Results: Complete Black Lacquer Removal
At the completion of the project 12 HRSGs associated steam, condensate, and boiler feedwater systems were completely free of Black Lacquer.
Technical Process: Multi-Phase Chemical Formulation
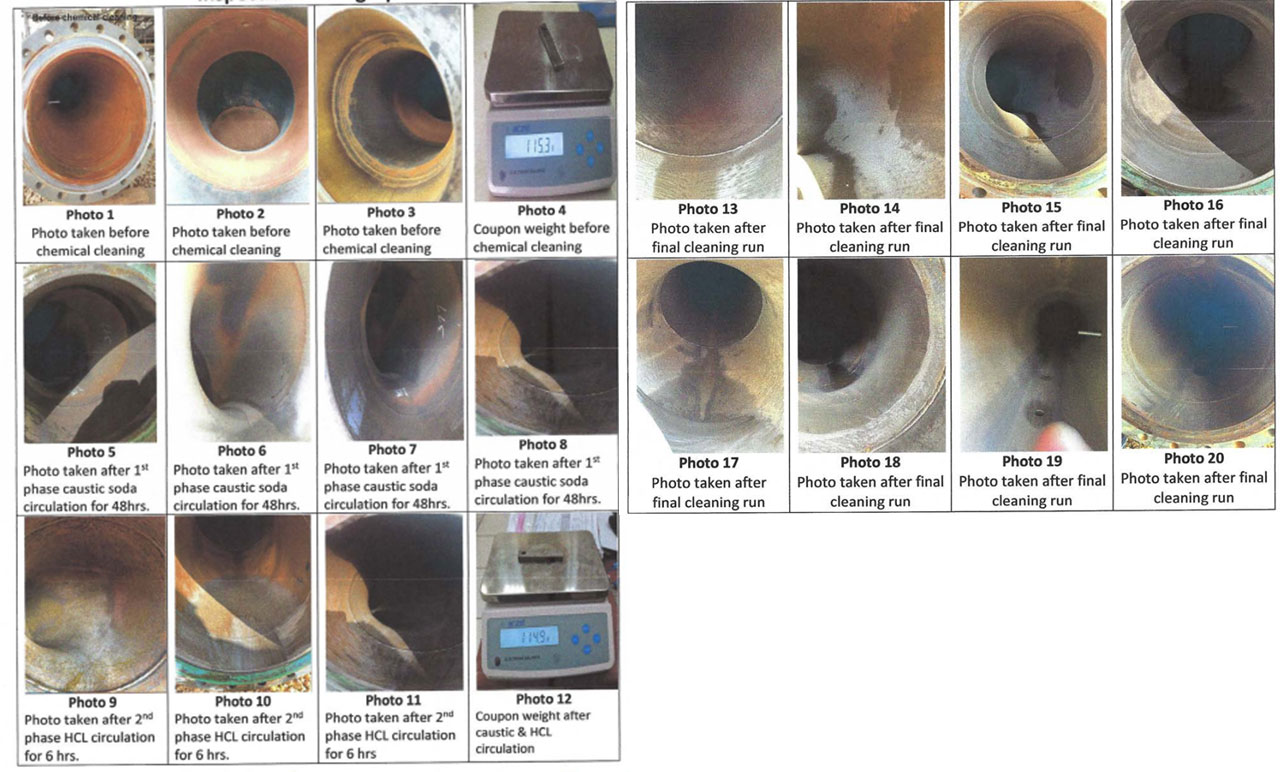
FQE Power used a blend fill method to inject a multi-phase chemical cleaning chemistry. A spool piece containing a sample of the black coating was installed in the system to serve as the visual inspection point for determining cleaning acceptance. After field and laboratory testing, the multi-phase formulation comprised of an acid and caustic phase showed the most promising results. Composition, sequencing and temperature requirements were field adjusted depending upon the preliminary results.
Image: Field Test Iterations

The SigmaBlack™ Process: Step-by-Step Methodology
The following is a description of the process steps. Sequencing of acid or caustic phases were varied as necessary to optimize coating removal.
- Step 1: Initial System Rinse and Filtration
The system is first rinsed, through forced circulation with temporary pumps, using demineralized water with pH between 6.5 to 7.5/5 to 10 NTU turbidity. The system is filtered to remove particulates by flowing through 100-micron filter elements. Temperature rise was accomplished by heating of demineralized water and/or chemical solvents. - Step 2: Inhibited Acid Circulation
An inhibited acid solution was introduced into the system and circulated for the hours required until acceptance at elevated temperature. A corrosion inhibitor was added prior to acid injection and allowed to circulate before addition of the acid. The inhibited acid solution was maintained at temperature for hours. At the completion of the acid phase, the solution was drained into plastic or stainless tanks for reuse, minimizing waste and environmental impact. - Step 3: First Demineralized Water Rinse
The system was then rinsed with demineralized water. - Step 4: Caustic Solution with Passivation
A caustic solution with a passivating agent was introduced into the system and circulated for four hours until acceptance at elevated temperatures.
- Step 5: Second Demineralized Water Rinse
The system was then drained and rinsed with demineralized water. - Step 6: Repeat Cycle with Extended Passivation
The above steps were repeated once more. During the second alkali step the passivating agent was adjusted to elevated temperatures and circulated for several hours of passivation. - Step 7: Final Rinse to Specification
The system was then drained and rinsed with demineralized water to remove the acid. The system is drained and rinsed until the drained solution attains reduction in alkalinity and turbidity approaches the inlet demineralized water to reduce turbidity, or to the practically achievable pH. - Step 8: Inspection and Verification
Upon completion of this sequence, the system will be opened at various points and inspected. If the coating persists, the process is repeated until the coating is completely removed.
Superior Results: Clean Surfaces, Accelerated Commissioning
After a successful application of the process, piping internal surfaces were typically cleaned as shown in Image 3. After the coating was removed, an inhibited citric acid chemical clean formulated according to FQE Power's SigmaSolv™ process was applied to the boilers and followed by FQE Power's continuous closed cycle SigmaBlow™ to the air-cooled condenser.
Record-Breaking Steam Blow Duration
The results of the entire Sigma program were evident in one of shortest duration steam blows in FQE Power's history, despite the initial challenges posed by the Black Lacquer.
Results after SimgaBlack
Contact FQE Power for Black Lacquer Removal Expertise
If your project suffers from Black Lacquer. Successful removal requires our expertise in analyzing the problem and determining the best approach.